空气、食品接触面微生物的检验方法、检验标准汇总!
1、目的:
3、采样与检测方法:
检测生产车间空气、操作人员手部、与食品有直接接触面的机械设备的微生物指标,生产区域环境当中病原微生物的监控,达到规定标准,以控制食品成品的质量。
2、参照标准:
中华人民共和国国家标准《一次性使用卫生用品卫生标准》GB15979-2002、《HACCP原理与实施》、中华人民共和国国家标准《公告场所空气微生物检验方法细菌总数测定》GB/T 18201.1-2013、出入境检验检疫局二000四年《出入食品微生物检验培训教材》中《出入食品生产厂卫生细菌检验方法》、日本东京冷冻食品检验方法。
3、采样与检测方法:
3.1空气的采样与测试方法:
3.1.1样品采集:
(1)取样频率:
a)车间转换不同卫生要求的产品时,在加工前进行采样,以便了解车间卫生清扫消毒情况。
b)全厂统一放长假后,车间生产前,进行采样。
c)产品检验结果超内控标准时,应及时对车间进行采样,如有检验不合格点,整改后再进行采样检验。
d)实验性新产品,按客户规定频率采样检验。
e)正常生产状态的采样,每周一次。
(2)采样方法
在动态下进行,室内面积不超过30m2,在对角线上设里、中、外三点,里、外点位置距墙1m;室内面积超过30m2,设东、西、南、北、中五点,周围4点距墙1m。采样时,将含平板计数琼脂培养基的平板(直径9cm)置采样点(约桌面高度),并避开空调、门窗等空气流通处,打开平皿盖,使平板在空气中暴露5 min。采样后必须尽快对样品进行相应指标的检测,送检时间不得超过4h,若样品保存于0~4℃条件时,送检时间不得超过24h。
3.1.2菌落培养:
(1)在采样前将准备好的平板计数琼脂培养基平板置37℃±1℃ 培养24 h,取出检查有无污染,将污染培养基剔除。
(2)将已采集样品的培养基在4h内送实验室,细菌总数于37℃±1℃培养48h观察结果,计数平板上细菌菌落数。
(3)菌落计算:
a) 记录平均菌落数,用“个/皿”来报告结果。用肉眼直接计数,标记或在菌落计数器上点计,然后用5~10倍放大镜检查,不可遗漏。
b) 若培养皿上有2个或2个以上的菌落重叠,可分辨时仍以2个或2个以上菌落计数。
3.2工作台(机械器具)表面与工人手表面采样与测试方法:
3.2.1样品采集:
(1)取样频率:
a)车间转换不同卫生要求的产品时,在加工前进行擦拭检验,以便了解车间卫生清扫消毒情况。
b)全厂统一放长假后,车间生产前,进行全面擦拭检验。
c)产品检验结果超内控标准时,应及时对车间可疑处进行擦拭,如有检验不合格点,整改后再进行擦拭检验。
d)实验新产品,按客户规定擦拭频率擦拭检验。
e)对工作表面消毒产生怀疑时,进行擦拭检验。
f)正常生产状态的擦拭,每周一次。
(2) 采样方法:
a) 工作台(机械器具):用浸有灭菌生理盐水的棉签在被检物体表面(取与食品直接接触或有一定影响的表面)取25cm2 的面积,在其内涂抹10次,然后剪去手接触部分棉棒,将棉签放入含10mL灭菌生理盐水的采样管内送检。
b) 工人手:被检人五指并拢,用浸湿生理盐水的棉签在右手指曲面,从指尖到指端来回涂擦10次,然后剪去手接触部分棉棒,将棉签放入含10mL灭菌生理盐水的采样管内送检。
(3)采样注意事项:
擦拭时棉签要随时转动,保证擦拭的准确性。对每个擦拭点应详细记录所在分场的具体位置、擦拭时间及所擦拭环节的消毒时间。
3.2.2 细菌·大肠菌群的检测培养:
样液稀释:将放有棉棒的试管充分振摇。此液为1:10稀释液。如污染严重,可十倍递增稀释,吸取1ml 1:10样液加9ml无菌生理盐水中,混匀,此液为1:100稀释液。
3.2.2.1 细菌总数:
(1)以无菌操作,选择1~2个稀释度各取1ml样液分别注入到无菌平皿内,每个稀释度做两个平皿(平行样),将已融化冷至45℃左右的平板计数琼脂培养基倾入平皿,每皿约15~20ml,充分混合。
(2)待琼脂凝固后,将平皿翻转,置36℃±1℃ 培养48 h后计数。
(3)结果报告:报告每25cm2食品接触面中或每只手的菌落数。
3.2.2.2大肠菌群:
(1)平板法:
a) 以无菌操作,选择1~2个稀释度各取1ml样液分别注入到无菌平皿内,每个稀释度做两个平皿(平行样),将VRBA培养基倾入平皿,每皿约15~20ml,充分混合。待琼脂凝固后,再覆盖一层培养基,约3-5 ml。
b) 待琼脂凝固后,将平皿翻转,置36℃±1℃ 培养24h后计数。
c)证实实验:从VRBA平板上挑取典型和可疑菌落接种BGLB进行证实实验。
d)结果计算:经最后证实为大肠菌群阳性的试管比例乘以平板上出现的典型和可疑菌落个数乘以稀释倍数得出。
e)结果报告:报告每25cm2食品接触面中或每只手的菌落数。
(2)MPN法:
a)以无菌操作,选择3个稀释度各取1ml样液分别接种到LST肉汤培养基中,每个稀释度接种三管。
b) 置LST肉汤管于36℃±1℃培养48±2h。记录所有LST肉汤管的产气管数。
c) 选择产气浑浊的发酵管接种BGLB进行复发酵实验。
d)结果报告:按BGLB肉汤管产气管数,查MPN表报告每25cm2食品接触面中或每只手的大肠菌群值。
3.2.3 金黄色葡萄球菌检测
(1)定性检测
a)取1ml 稀释液注入灭菌的平皿内,倾注15-20ml的B-P培养基,(或是吸取0.1稀释液,用L棒涂布于表面干燥的B-P琼脂平板),放进36±1℃的恒温箱内培养48±2小时。
b)从每个平板上至少挑取1个可疑金黄色葡萄球菌的菌落作血浆凝固酶实验。
c)结果报告:B-P琼脂平板的可疑菌落作血浆凝固酶实验为阳性,即报告手(工器具)上有金黄色葡萄球菌存在。
(2)定量检测
a)以无菌操作,选择3个稀释度各取1ml样液分别接种到含10﹪氯化钠胰蛋白胨大豆肉汤培养基中,每个稀释度接种三管。
b)置肉汤管于36±1℃的恒温箱内培养48小时。划线接种于表面干燥的B-P琼脂平板,置36℃±1℃ 培养45~48小时。
c)从B-P琼脂平板上,挑取典型或可疑金黄色葡萄球菌菌落接种肉汤培养基,36℃±1℃培养20~24小时。
d)取肉汤培养物做血浆凝固酶试验,记录试验结果。
e)报告结果:根据凝固酶试验结果,查MPN表报告每25 cm2食品接触面中或每只手的金黄色葡萄球菌值。
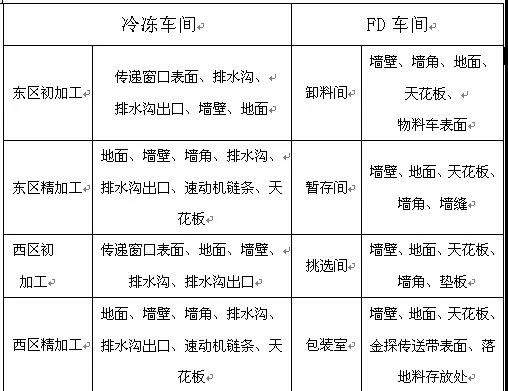
3.3工厂环境中病原体的检测计划与方法:
检测计划:为了保证食品安全,工厂应该对生产环境中的病原微生物进行检测和评估,检测项目包括李斯特菌,沙门氏菌等病原体微生物,化验室应该按照一定的计划对生产场所环境中的病原体进行检测,其中包括地面、下水道、 排水沟、墙壁、天花板、设备框架、运输的支架,冷藏装置、速冻机、传送带、设备的螺丝、维修工具等部位。当某个点检测到病员微生物时,应该对环境中的相似点加大检测频率;在把所有的预定点检测完后,应该对环境中的病原微生物的存在状况进行全面评估,在下一次环境检测循环过程中加强检测容易出现病原体的环境点,达到持续改进的目的。
检测频率: 每月两次,每次每个区域至少选取5个检测点,分别进行检测。
3.3.1 环境李斯特菌的检测方法(3MTM PetrifilmTM 环境李斯特菌的测试片)
3.3.1.1 用涂抹棒,海绵或者其他采样设备收集环境样本。
3.3.1.2 将收集的样本添加10毫升灭菌的缓冲蛋白胨水,将样本与缓冲蛋白胨混合1分钟,将样品置于室温(20-30℃)1小时,最久不超过1.5小时,以修复损伤的李斯特菌。
3.3.1.3 将测试片放在平坦处,掀起上层膜。
3.3.1.4 用移液器垂直滴加3毫升样品到下层膜中央,将上层膜缓慢盖下,以免产生气泡。
3.3.1.5 轻轻将塑料压板放在位于接种区上层膜上,不要压,扭转或者滑动压板。提起压板等至少十分钟,以使胶体凝固。
3.3.1.6 将测试片透明面朝上,可叠放至十片,在37℃±1℃培养26-30小时,可以用标准菌落记数器或者其他光学放大器判读,不要记数圆形轮廓上的菌落,因为他们不受选择性培养基的影响。
3.3.1.7 对于定性检测,根据紫红色菌落是否存在,结果记为检出或者未检出。
3.3.2 环境中沙门氏菌的检测方法
3.3.2.1采样地点: 选取采样点时因尽量选取微生物容易滋生的地方。
3.3.2.2 操作步骤
3.3.2.2.1采样应在生产开始后进行,用已浸润过的棉拭在选定的被测表面旋转涂抹约100cm2的面积,然后将棉拭放回涂抹试管并盖紧。
3.3.2.2.2将样品带回实验室,每5个点混合成一个样品, 登记编号,按照SN0170-92标准及时检测,若有阳性结果出现,应逐步对所混合的每个点分别检测。

[责任编辑:]
相关阅读
- (2014-10-24)食品安全聚焦在原料、水源和微生物污染方面
- (2015-01-14)食品安全热点问题解读 微生物污染成首要问题
- (2015-07-21)微生物鉴定技术贯穿食品安全始终
- (2017-02-20)"食品微生物控制"主题网络论坛4月27日盛大开启!
- (2017-06-08)乳制品生产过程中的微生物控制
 盒装水果省事不卫生 实验解释3大疑问
盒装水果省事不卫生 实验解释3大疑问
 “食安中国网”手机站上线通知
“食安中国网”手机站上线通知
 食安中国网关于2015年春节放假的通知
食安中国网关于2015年春节放假的通知
 2017年《食品安全导刊》线上征订开始啦!
2017年《食品安全导刊》线上征订开始啦!
 扫“食安中国”官方微信,送《食品安全导刊》杂志
扫“食安中国”官方微信,送《食品安全导刊》杂志
 食品标签合规性及职业打假应对技巧
食品标签合规性及职业打假应对技巧
 【食安直播课】食品中丙烯酰胺的危害及预防在线研讨
【食安直播课】食品中丙烯酰胺的危害及预防在线研讨
 【食安直播课】禽蛋产品检测专题研讨会5月10日开讲!
【食安直播课】禽蛋产品检测专题研讨会5月10日开讲!
 2018您最感兴趣的“食品安全课程”调查
2018您最感兴趣的“食品安全课程”调查
 2018《食品安全导刊》订阅返现金啦!!!
2018《食品安全导刊》订阅返现金啦!!!


参与评论