耐蒸煮包装常见问题及检测方法介绍
近年来,伴随着人民生活水平的提高,食品愈发趋于多样化、卫生化、方便化及高档化,复合膜软包装也逐渐占据了重要的地位。耐高温蒸煮食品包装袋——俗称软罐头作为符合膜软包装的一种,普遍用于食品的常温存放,常用于肉类、豆制品等食品的包装形式,一般采用真空包装,经过高温(100~135℃)加热灭菌,可在常温下储存。耐蒸煮包装食品携带方便,开袋即食,卫生方便,又能很好地保持食品风味,深受消费者喜爱。根据灭菌工艺、包装材料的不同,耐蒸煮包装产品的保质期从半年至两年不等。
蒸煮食品的包装流程为制袋、装袋、抽真空、热封、检验、蒸煮加热灭菌、干燥冷却、打包。蒸煮加热灭菌是整个流程的核心工序,然而,由高分子材料——塑料制成的包装袋在受热后分子链运动加剧,材料物理性能易发生热衰减从而产生问题。
耐蒸煮包装袋常见问题
耐高温蒸煮食品是将食品包装后连同包装材料一起进行加热灭菌。为达到较高的物理性和良好的阻隔性,耐蒸煮包装由多种基材复合而成,常用材料有PA、PET、AL和CPP,常用结构有两层复合膜(如BOPA/CPP、PET/CPP)、三层复合膜(如PA/AL/CPP、PET/PA/CPP)和四层复合膜(如PET/PA/AL/CPP)。优质的耐高温蒸煮食品包装材料应具备以下条件:
①良好的机械性能,强度高、柔软,能适应各种包装机械、制袋机、热合机的需要;
②良好的耐热性,在121℃温度下蒸煮40min,包装膜、袋尺寸稳定,不变形,不分层,热封处不开裂;
③具有较高的阻隔性,氧气透过量低于30cm3/m2.24h.23℃,RH50%,水蒸汽透过量低于5g/m2.24h.38℃.atm,RH90%;
④优秀的食品卫生性,不含对人有害的物质,经高温蒸煮后不会产生对人有害的物质,长期与食品接触,化学性能稳定,不会与食品中各种成分发生化学反应,生成对人体有害的物质;
⑤良好的商品展示性,高度透明,表层可彩色印刷。
但是在实际生产中会出现很多问题,最常见的质量问题为蒸煮后包装袋起皱、破袋、漏气和蒸煮后异味:
①包装袋起皱一般有3种表现形式,即包装基材出现横向或纵向或不规则性皱痕;各复合层出现皱裂,平整性差;包装基材收缩,收缩的复合层与其他复合层分离,呈条纹状。破袋则分为直接胀裂与起皱后破裂两种。
②脱层是指包装材料各复合层相互分离的现象。轻微的脱层表现为包装受力部位呈现条纹状凸起,剥离强度降低,甚至可用手撕开,而严重时则在蒸煮后呈现包装复合层大面积分离。如出现脱层现象,则包装材料各复合层间物理性能的相互协同加强作用消失,物理性能、阻隔性能大幅下降,无法满足货架期的要求,往往会给企业造成较大损失。
③轻微漏气潜伏期较长,蒸煮时不易发觉,在产品流通存储期间产品真空度减小,包装出现明显空气时才会被发现,因此,该质量问题往往涉及产品较多,影响较大。出现漏气与蒸煮袋的热封不牢、耐穿刺性差有较大关系。
④蒸煮后食品产生异味也是经常出现的质量问题。蒸煮后出现的异味与包装材料的溶剂残留超标或材料选择不当有关。如采用PE膜作为120℃以上的高温蒸煮袋内封层,在高温下PE膜易出现臭味。因此,高温蒸煮袋的内层选择CPP材料为宜。
耐蒸煮包装物理性能检测方法
导致耐蒸煮包装质量问题的因素比较复杂,涉及到复合层原材料、胶粘剂、油墨、复合及制袋工艺控制、蒸煮工艺等多个方面。为确保包装质量及食品货架期,对包材进行耐蒸煮试验十分必要。
适用于耐蒸煮包装袋的国家标准为GB/T 10004-2008《包装用塑料复合膜、袋干法复合、挤出复合》,该标准参照JIS Z 1707-1997《食品包装用塑料薄膜总则》而制定,代替了GB/T 10004-1998《耐蒸煮复合膜、袋》和GB/T 10005-1998《双向拉伸聚丙烯薄膜/低密度聚乙烯复合膜、袋》。GB/T 10004-2008中规定了耐蒸煮包装膜及袋的各项物理性能及溶剂残留指标,并要求对耐蒸煮包装袋进行耐高温介质性测试,方法为将蒸煮袋中分别装入4%乙酸、1%硫化钠、5%氯化钠及植物油后排气封口,在121℃的高压蒸煮锅中加热加压40min,在压力保持不变的情况下冷却。然后对其外观、拉断力、伸长率、剥离力和热封强度进行检测,用下降率来评定,公式如下:
R=(A-B)/A×100
其中R为被检测项目的下降率(%),A为耐高温介质试验前被检测项目的平均值;B为耐高温介质试验后被检测项目的平均值。性能要求为“使用温度为80℃以上的产品经耐高温介质性试验后,应无分层、破损、袋内、外无明显变形,剥离力、拉断力、断裂标称应变和热合强度下降率应≤30%”。
耐蒸煮包装袋物理性能检测
通过蒸煮试验对蒸煮前后拉伸性能、剥离强度、热封强度等物理性能的检测可对蒸煮袋的耐蒸煮质量进行综合判定。蒸煮试验一般采用实际内容物和模拟物两种。采用实际内容物进行蒸煮试验,可最大程度地接近实际生产情况,能有效预防不合格包装批次进入生产线。对包材厂而言,在生产过程中及入库前采用模拟物对包材耐蒸煮性能进行检测更具有实践性与操作性。以下将通过对3种不同厂家的耐蒸煮包装袋装入食品模拟液,分别进行蒸、煮试验来介绍耐蒸煮包装袋物理性能测试方法,试验过程如下:
1 蒸煮试验
仪器:安全智能型反压高温蒸煮锅(北京发恩科贸有限公司),HST-H3热封试验仪(济南兰光机电技术有限公司)。
试验步骤:将4%乙酸小心装入蒸煮袋至容积的2/3,注意不要污染封口,以免影响封口牢度。装好后,用HST-H3将蒸煮袋封口,共制样12个。在封口时要尽量将袋内空气排出,以免蒸煮时空气膨胀影响测试结果。
将密封好的试样放入蒸煮锅内开始试验。设置蒸煮温度121℃,蒸煮时间40min,6个试样蒸,6个试样煮。在蒸煮试验过程中要密切注意蒸煮锅内气压和温度的变化,以确保温度和压力维持在设定的范围内。
试验结束后,冷却至室温,取出观察是否有破袋、皱痕、脱层等现象。经试验,1#、2#试样蒸煮后表面平整,无脱层现象,3#试样蒸煮后表面不很平整,且边缘有不同程度的翘曲。
2 拉伸性能对比
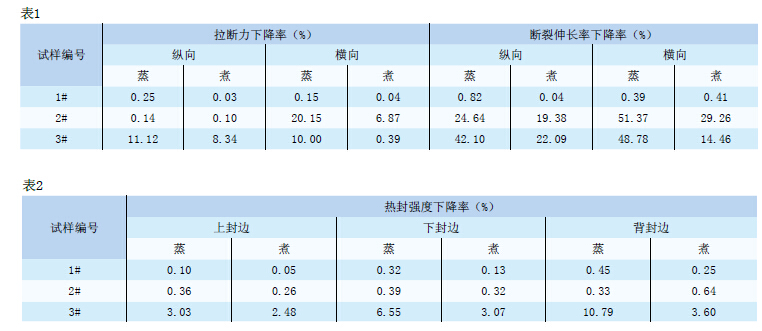
分别取蒸煮前与蒸煮后的包装袋,裁取横向、纵向15mm×150mm的长方形试样各5条,在23±2℃,50±10%RH的环境下状态调节4h。采用XLW(PC)智能电子拉力试验机(济南兰光机电技术有限公司)在200mm/min的条件下测试其拉断力与断裂伸长率。采用GB/T 10004-2008中耐高温介质性公式计算下降率。试验结果如表1所示。
3 剥离试验
根据GB 8808-1988《软质复合塑料材料剥离试验方法》A法,裁取宽15±0.1mm,长150mm的试样,试样横、纵向各取5条。沿试样长度方向对复合层进行预剥离,装入XLW(PC)智能电子拉力试验机(济南兰光机电技术有限公司),在300mm/min的条件下测试剥离力。经试验,1#、2#试样蒸煮前、后经乙酸乙酯溶剂浸泡一端后均无法剥离。3#试样蒸煮前、煮后经乙酸乙酯溶剂浸泡后无法剥离,蒸后纵向平均剥离力为5.679N,横向平均剥离力为4.921N。
4 热封强度试验
根据GB/T 2358-1998《塑料薄膜包装袋 热合强度试验方法》,在试样热封部位裁取宽15mm的试样,打开呈180°,将试样两端装夹在XLW(PC) 智能电子拉力试验机(济南兰光机电技术有限公司)上,在300mm/min的速度下测试最大载荷,采用GB/T 10004-2008中耐高温介质性公式计算下降率。本次试验测试结果如表2。
5 试验结果分析
经试验,3#试样表面出现褶皱,蒸煮后断裂伸长率下降率大,超过了GB/T 10004-2008的要求,耐高温介质性不合格,不适于应用于高温蒸煮食品。2#试样蒸煮试验后,横向拉伸性能下降较纵向更为明显,虽然拉断力、热封强度下降率符合要求,但是断裂伸长率明显降低,尤其是蒸的试样,横向断裂伸长率下降率甚至达到了50%以上,2#试样不能用于高温蒸的食品包装。1#试样耐高温介质性优异,可用于耐高温蒸、煮食品。
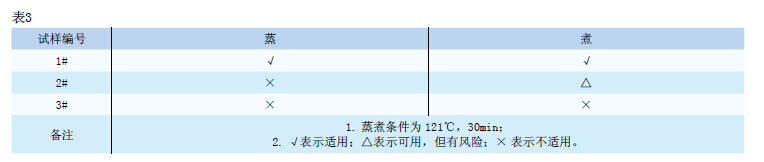
从检测结果可以看出,经过高温蒸煮灭菌后,包材的各项性能指标具有不同形式的改变,因此,进行耐高温介质性测试时不可只进行单个方向的性能检验,以偏概全。并且,高温灭菌方式(蒸、煮)对包材物理性能的影响有较大区别,企业应根据实际生产工艺选择蒸或煮的方式。本次试验的3个包装袋的适用范围如表3。
耐蒸煮包装袋物理性能总结
耐蒸煮包装食品因其食用、存储的便利性,愈发受到消费者青睐。为有效保持内容物质量,防止食品变质,需对高温蒸煮袋生产工艺的每一道工序严格把关,合理控制。
1、耐高温蒸煮袋应根据内容物、生产工艺选择合适的材质。例如,耐高温蒸煮袋内封层一般选择CPP;含AL层包装袋用于包装酸碱性内容物时,应在AL及CPP之间增加PA复合层以增加抗酸碱渗透性;各复合层的热缩性应一致或相似,以免因材料热缩性能匹配性差而导致蒸煮后材料翘曲甚至脱层。
2、合理控制复合工艺。耐高温蒸煮袋多采用干式复合法。在蒸煮膜生产过程中,要选择合适的胶粘剂及良好的涂胶工艺,合理控制熟化条件,确保胶粘剂主剂与固化剂反应充分。
3、耐高温介质性是耐高温蒸煮袋包装过程中最严峻的一道工序,为减少批量质量问题的出现,必须在使用前、生产过程中根据实际生产情况对耐高温蒸煮袋进行蒸煮试验,检测蒸煮后包装的外观是否平整、起皱、起泡、变形,是否有离层、渗漏现象,物理性能(拉伸性能、剥离强度、热封强度)下降率是否符合要求等。

[责任编辑:]

相关阅读
- (2015-04-10)稳定过敏原检测方法,规避食物过敏危险
- (2016-07-07)食品中人工合成色素检测方法的改进
- (2017-09-15)Veriflow与FDA和USDA方法对食品样品中沙门氏菌检测的比较
 Mettler-Toledo 在中国国际渔业博览会上展示创新的产品
Mettler-Toledo 在中国国际渔业博览会上展示创新的产品
 食品异物问题频发?是时候了解X射线检测了
食品异物问题频发?是时候了解X射线检测了
 开拓科技创新,撬动橡塑业高质量发展
开拓科技创新,撬动橡塑业高质量发展
 梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
 探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
 《食品安全最佳实践白皮书(2021-2022年)》四大主题发布
《食品安全最佳实践白皮书(2021-2022年)》四大主题发布
 《保健食品真实世界研究通则》团标技术审查与特食跨
《保健食品真实世界研究通则》团标技术审查与特食跨
 凝聚全球食饮智慧 SIAL西雅展国际化水平再创新高
凝聚全球食饮智慧 SIAL西雅展国际化水平再创新高
 精准把控 高质发展,第三届微生物安全与应用会议在
精准把控 高质发展,第三届微生物安全与应用会议在
 《食品行业科技创新白皮书》重磅发布!
《食品行业科技创新白皮书》重磅发布!



参与评论